Machine Information Systems
Machine Data
Are you getting the Machine Data
you need, straight into excel?
Machine HMI's gather data for the taking.
A collection system for machine data should provide accurate, fully automatic collection and presentation (usually by graphical display) of real-time production data for each and every job run.
The most important figures any machine information system should give us the production count of saleable items. To facillitate this, the raw material use and wasteage values are generally acumulated to give a calculated good product output data.
This is not the best method to use, a much better option is to use a direct 'good output' counting sensor. This sensor is positioned to count good product exiting the machine/production process. It is much more accurate as it won't take in to account product damaged within the machine and transits surrounding it that don't actually make through the machine.
On a batch production type line calculated output data can be corrected at the infeed to the next batch process. But for a single stage production machine, like a printing press for instance, the machine data would be far more accurate counting the good product at the output of the machine. This is about as accurate as you can get.
A machine data system would also give customer service, production managers and packing crews, real-time information about the status of currently running jobs. It could automatically collect start times and predict finish times going by current production speed.
They can also record setting-up times, good and waste quantity produced, and downtime information for each job run. This is invaluable operating data for optimizing production processes.
- Machine Data Benefits:
- Superior plant schedules
- Reliable customer information
- Most accurate plant performance statistics
- Immediate response to changing plant conditions
- Accommodation of minute alterations to customers requirements
HMI's (Human Machine Interface) are used to display production data gathered. More often than not, in order to display this data correctly, they tend to need more infomation than is actually displayed.
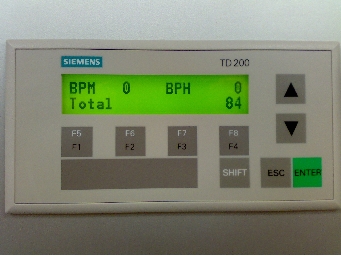
Now this is good news! As an example, from the above picture you can see it shows (when running) BPM = bottles per minute and BPH = bottles per hour. On the face of it this may seem like running speed per minute for BPM and x 60 for BPH. But I can tell from design experience this is not the case.
BPM data would be an accurate productioon speed calculation directly related to the current running speed of the machine. If the machine slows down or stops then this figure would reduce or stop, the data being in sympathy with the machine.
BPH data however would show a slight reduction if the machine slowed or stopped for a minute then carried on at normal speed. As this data would (or should) be a calculated figure averaged over the last trailing hour. The 'units per hour' data is best produced by counting the units for an hour and displaying this value.
This is the best and most accurate way of producing a 'units per hour' value. But this does means you would not get a stable value for an hour. As from the start point this figure would be increasing as the machine is running over the hour.
This is what's called 'actual' or 'corrected' machine data, the other less accurate method is 'projected' data. This is less accurate as the figure produced assumes the machine will keep running at a constant speed. This is of course not always the case, materials run out, faults happen and accidental interruptions occur.
As such projected data can high or low of the actual mark. A better way of obtaining this value is to use a projected value for the first hour then switch to an actual value after the first hour has passed. Then retaining this trailing hours count in non-volatile memory will let it pick up where it left off.
See where the raw information is collected from.
Have a look into wireless machine Datalogger's.
Return to Home page.
Enjoy this page? Please pay it forward. Here's how...
Would you prefer to share this page with others by linking to it?
- Click on the HTML link code below.
- Copy and paste it, adding a note of your own, into your blog, a Web page, forums, a blog comment,
your Facebook account, or anywhere that someone would find this page valuable.